







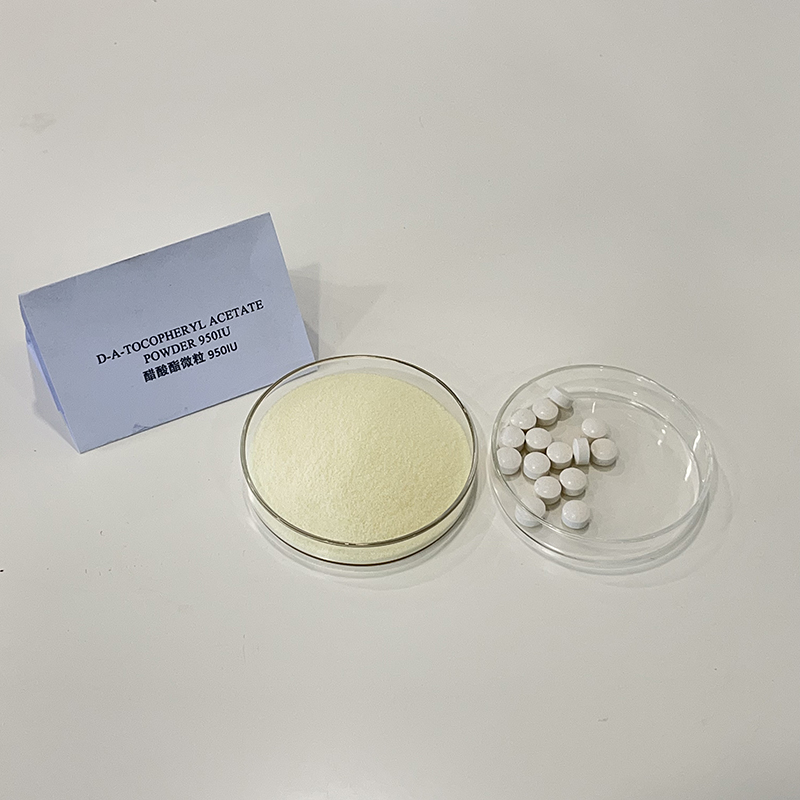




Tocopheryl acetate powder 950IU, also known as vitamin E acetate microencapsulated powder, is a high-performance lipid-soluble vitamin ingredient designed for modern nutritional supplement manufacturing. Produced using advanced double-layer encapsulation technology, this product addresses the traditional challenges of vitamin E applications, including poor stability, low oil loading capacity, and unsatisfactory tableting performance. The 950IU specification represents one of the highest potency formulations available in the market, delivering exceptional value to both manufacturers and end consumers. Unlike conventional vitamin E powders that typically offer 500-700IU per gram, this high-strength variant allows for significantly reduced dosage volumes while maintaining equivalent nutritional efficacy. The microencapsulation process transforms liquid vitamin E acetate into uniform, spherical particles that exhibit excellent flow properties and compatibility with other nutritional ingredients. This innovative delivery system has revolutionized vitamin E formulation capabilities, enabling the development of smaller, more convenient, and more stable dietary supplements.
Key Functions & Benefits
Outstanding Tableting Performance: The uniform spherical particles exhibit exceptional mechanical strength and compressibility, making them ideal for direct compression tableting. Unlike conventional vitamin E powders that often cause oil leakage, mottling, or tablet softening during production, this formulation maintains its structural integrity under high pressure. The resulting tablets achieve hardness levels up to 210N without compromising content uniformity or dissolution properties.
Exceptionally High Oil Loading Capacity: With an industry-leading 70% oil loading rate, this product contains significantly more active vitamin E acetate per gram than traditional formulations. This high concentration allows manufacturers to reduce raw material usage by approximately 28% compared to standard vitamin E powders, directly lowering production costs. Additionally, the reduced ingredient volume enables the creation of smaller, easier-to-swallow tablets and capsules that improve consumer compliance.
Superior Stability and Shelf Life: The proprietary double-layer encapsulation technology forms a protective barrier around each vitamin E particle, shielding it from oxidation, moisture, and light degradation. This robust protection ensures high content retention throughout the product’s shelf life, even when exposed to varying temperature and humidity conditions. The encapsulated structure also prevents cross-reactions with other ingredients in complex formulations, maintaining overall product integrity.
• Sports Multivitamin & Mineral Blends Tablets
Tocopheryl acetate powder 950IU is a staple ingredient in daily multivitamin formulas for athletes. It complements other antioxidants (vitamin C, selenium, coenzyme Q10) and ensures a complete micronutrient profile. The powder blends seamlessly into tablet compression mixes or capsule fillers.


• Functional Foods and Beverages
The microencapsulated form of tocopheryl acetate 950IU can be incorporated into a wide range of functional food applications, including protein bars, meal replacement shakes, and fortified cereals. The protective coating prevents the development of off-flavors and rancidity that commonly occur when vitamin E is exposed to processing conditions and storage environments. Additionally, the cold water dispersible variants of this product are suitable for liquid beverage applications, providing clear, stable suspensions without sedimentation.
| Specific rotation [α]D25℃ | ≥+20° |
| Acidity | ≤1.0ml |
| Solvent residue-Hexane | ≤290ppm |
| *Benzo(a)pyrene | ≤2ppb |
| *Heavy metals | |
| Lead | ≤1 mg/kg |
| Arsenic | ≤1 mg/kg |
| Cadmium | ≤1 mg/kg |
| Mercury | ≤0.1 mg/kg |











Q: Are your products tested for quality and purity?
A: Yes, all of our products undergo rigorous testing for quality, purity, and potency. We employ third-party testing laboratories to ensure that our products meet the highest standards of excellence. Additionally, our manufacturing facilities adhere to Good Manufacturing Practices (GMP) to guarantee the quality and safety of our products.
Q: Why choose 950IU powder over 500IU?
A: The 950IU grade delivers higher potency per gram, reducing the required fill weight and enabling smaller tablet/capsule sizes. For manufacturers targeting high‑potency single‑dose products, 950IU is more cost‑effective and formulation‑friendly.
Q: What is the recommended storage condition for this raw material?
A: To maintain optimal stability, store the product in a cool, dry place away from direct sunlight and moisture. The recommended storage temperature is below 25°C with relative humidity less than 60%. When stored properly in unopened containers, the product has a shelf life of 24 months from the date of manufacture.
F: Wo finde ich mehr Informationen über Ihr Unternehmen und Produkte?
A: Sie können finden mehr Informationen über unser Unternehmen und Produkte auf unserer website, wie ausführliche Produktbeschreibungen, Erfahrungsberichte und Unterrichtsmaterialien. Darüber hinaus können Sie Kontaktieren unsere Kunden service-team für individuelle Beratung und Unterstützung.